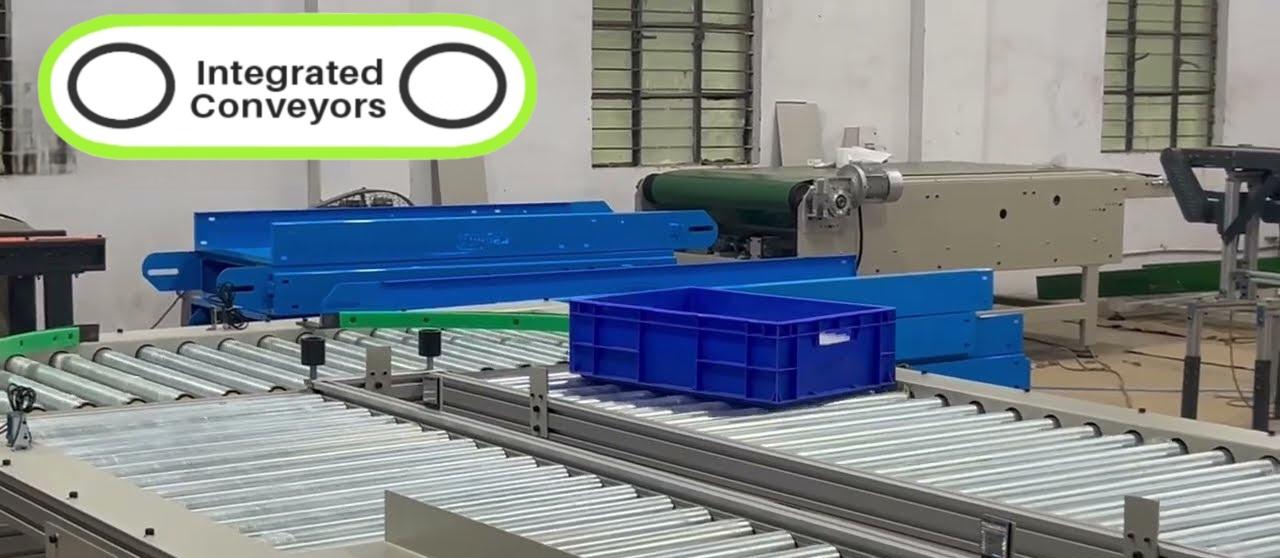
🔷 MOTORIZED ROLLER CONVEYOR Description: The Motorized Roller Conveyor is a modern, energy-efficient material handling system that uses integrated motorized rollers (MDR) to transport goods smoothly and reliably. Unlike traditional conveyors driven by external motors and chains, each zone or section in an MDR system contains its own motorized roller, offering precise control, quiet operation, and modular scalability. It is ideal for automated warehouses, packaging lines, order picking zones, and light-to-medium-duty assembly operations, especially where smart, sensor-based movement is needed. --- ✅ Key Features: 🔹 Built-in Motor Rollers: Each zone powered independently, improving control and energy efficiency 🔹 Low Noise & Maintenance: No external chains or belts—clean, quiet, and reliable operation 🔹 Modular & Scalable: Easily expandable, reconfigurable, and integrable with smart systems 🔹 Energy-Efficient: Power only runs when product is detected, saving energy 🔹 Safety First: Low-voltage operation (typically 24V DC), safe for human interaction zones --- ⚙️ Technical Specifications: 📏 Roller Diameter: 50 mm to 60 mm (typical) 📦 Load Capacity: Up to 50 kg per roller zone ⏩ Speed: 10–60 m/min (VFD or logic-controlled) ⚡ Power Supply: 24V DC or 48V DC (via power supply unit) 🧱 Frame Material: MS powder-coated / SS / Aluminum profile ⚙️ Control System: Integrated logic, PLC, or Ethernet-based for automation --- 🔧 Optional Features: 🔸 Zero pressure accumulation (ZPA) logic 🔸 Photoelectric sensors for zone control 🔸 Diverters, pushers, or stoppers for sorting 🔸 Touchscreen HMI with speed and direction control 🔸 ESD-safe rollers for electronics handling --- 🏭 Applications: 📦 Warehouse & Distribution Centers (WMS Integrated) 🛒 E-commerce & Order Fulfillment 🧰 Electronics & Appliance Assembly Lines 🏭 Automotive & Light Manufacturing Units 🧴 FMCG & Pharmaceutical Packaging Zones
Send Message
Coimbatore
+918754016772
Chat with us