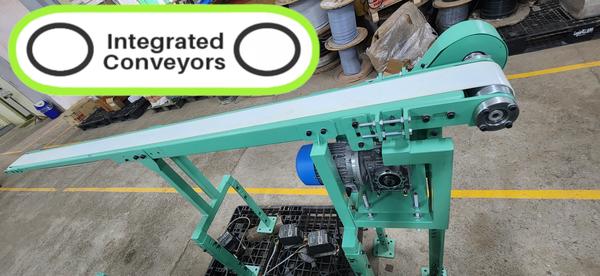
CONTINUOUS VERTICAL CONVEYOR (CVC) Description: The Continuous Vertical Conveyor is an efficient solution for vertical transfer of goods between multiple levels in a production or warehouse environment. Unlike traditional elevators or lifts, CVCs enable a non-stop, smooth flow of products up or down, making them ideal for high-throughput operations. Designed for performance, reliability, and compact installation, this conveyor system is automated, space-saving, and supports continuous loading and unloading without halting operations. Key Features: 🔹 Continuous Flow: Ideal for high-speed vertical transfer without stop-and-go motion. 🔹 Space-Efficient Design: Takes up minimal floor space compared to inclined conveyors. 🔹 Bidirectional Movement: Allows upward and downward transfer as per requirement. 🔹 Synchronized Mechanism: Works in coordination with upstream and downstream conveyors. 🔹 Low Maintenance: Fewer moving parts, resulting in higher uptime. Technical Specifications: 📦 Load Capacity: 5 kg to 100 kg per item 📏 Lifting Height: Up to 10 meters (customizable) ⏩ Speed: Up to 60 units per minute (based on product size) ⚙️ Drive System: Geared motor with chain or belt mechanism 🧱 Frame Material: MS powder-coated / SS304 🔌 Power Supply: 3 Phase, 415V AC Optional Features: 🔸 Infeed/outfeed conveyor integration 🔸 Safety covers and emergency stop system 🔸 Auto load detection and reject system 🔸 Touchscreen HMI & PLC controls Applications: 🏭 Automated Assembly Lines 🧃 Beverage Bottling Plants 📦 Packaging and Sorting Units 🛠️ Component Handling in Manufacturing 🧴 Pharmaceutical and FMCG Transfer Systems

Coimbatore
+918754016772
 Chat with us
Chat with us