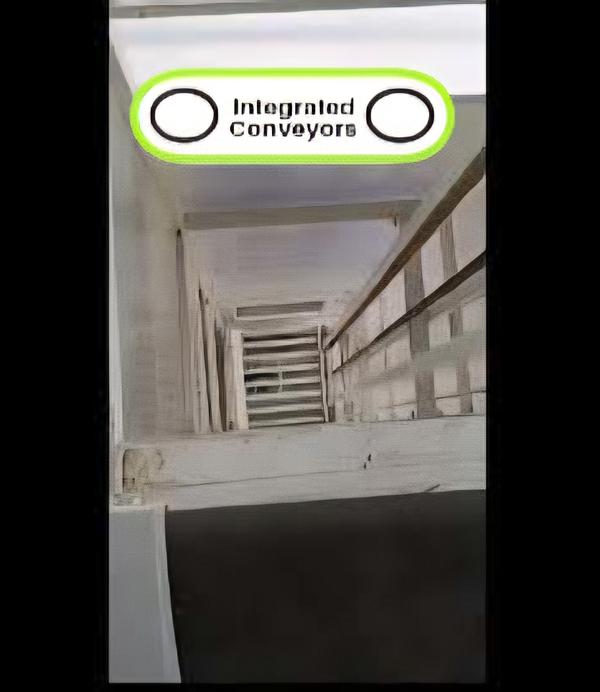
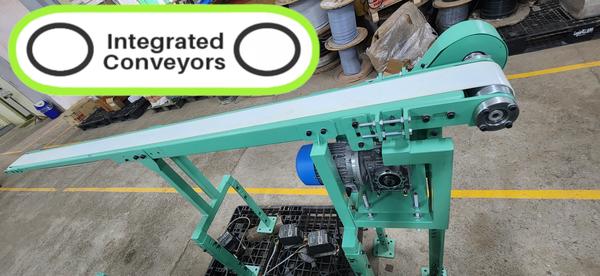
🔷 SPIRAL GRAVITY FREE FLOW ROLLER CONVEYOR Description: The Spiral Gravity Free Flow Roller Conveyor is a space-saving and cost-effective solution for downward vertical product movement using gravity. Designed with angled spiral rollers, it allows cartons, totes, and boxes to move smoothly and continuously from one floor to another without the need for power or motors. Its compact spiral structure makes it ideal for facilities with limited floor space and high vertical transport needs. Commonly used in warehousing, dispatch zones, retail logistics, and packaging lines, this conveyor enhances workflow and reduces manual handling. --- ✅ Key Features: 🔹 No Power Required: Operates entirely by gravity for energy savings 🔹 Spiral Design: Enables vertical movement while saving horizontal floor space 🔹 Smooth & Controlled Flow: Precision-angled rollers ensure safe, continuous descent 🔹 Modular & Scalable: Can be integrated into any material handling system 🔹 Low Maintenance: Simple design with minimal wear-and-tear components --- ⚙️ Technical Specifications: 📏 Height: 2 to 6 meters (customizable) 🔄 Roller Type: Zinc-plated steel / PVC / Rubber-coated 📦 Load Capacity: Up to 40 kg per unit (depending on product and pitch) 🌀 Roller Pitch: 75 mm / 100 mm / 150 mm 🧱 Frame Material: MS powder-coated / SS304 / Aluminum 📐 Spiral Slope: Typically 12°–18°, adjustable based on product type --- 🔧 Optional Features: 🔸 Entry/Exit transition rollers 🔸 Product guides or side guards 🔸 Adjustable legs or supports 🔸 Lockable castor base (for movable systems) 🔸 Safety stops or speed controllers --- 🏭 Applications: 📦 Carton and Tote Movement Between Floors 🏢 Multi-level Warehousing & Dispatch Systems 🧃 FMCG and Food Product Transfer 🛍️ Retail and E-commerce Fulfillment Centers 🏭 Assembly and Packaging Outfeed

Coimbatore
+918754016772
 Chat with us
Chat with us