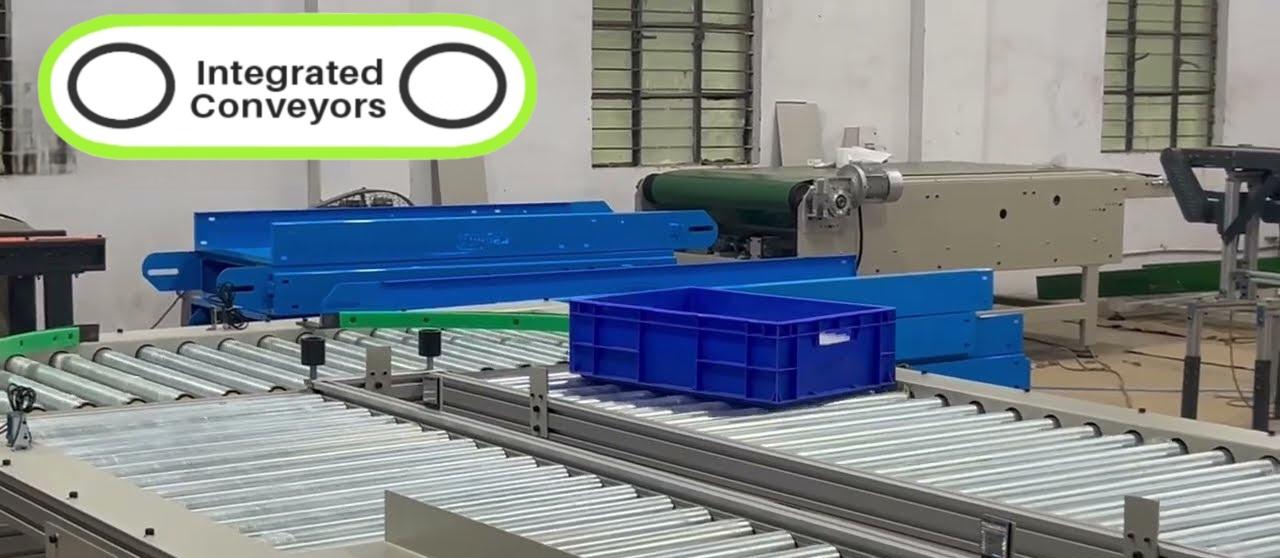
CHAIN DRIVEN LIVE ROLLER CONVEYOR (CDLR) Product Description: The Chain Driven Live Roller (CDLR) Conveyor is a rugged and reliable material handling solution specifically designed for transporting heavy loads, pallets, drums, and industrial components. Powered by robust chain drives, this conveyor ensures continuous and controlled movement even in demanding environments. Key Features: 🛠️ Heavy-Duty Construction: Built with steel frames and precision rollers Ideal for handling loads up to several tons 🔗 Chain-Driven Rollers: Rollers are powered by chains for synchronized, high-torque movement Offers superior traction and load stability ⚙️ Custom Configurations: Available in straight, curved, and accumulation models Custom roller pitch, width, and load capacity 🧩 Easy Integration: Seamlessly connects with other conveyors, lifts, and automation systems Can include sensors, stoppers, and diverters for intelligent flow control 🏭 Industrial Grade: Designed for continuous operation in harsh environments Minimal maintenance and long operational life Applications: Pallet handling and warehousing Drum and heavy component transport Automotive and appliance assembly lines Steel, foundry, and heavy equipment manufacturing Packaging and end-of-line logistics Advantages: ✅ High load-carrying capacity ✅ Durable for 24/7 industrial use ✅ Excellent for dirty, oily, or abrasive environments ✅ Ensures steady and safe material flow ✅ Reduces manual handling and downtime
Send Message
Coimbatore
+918754016772
Chat with us