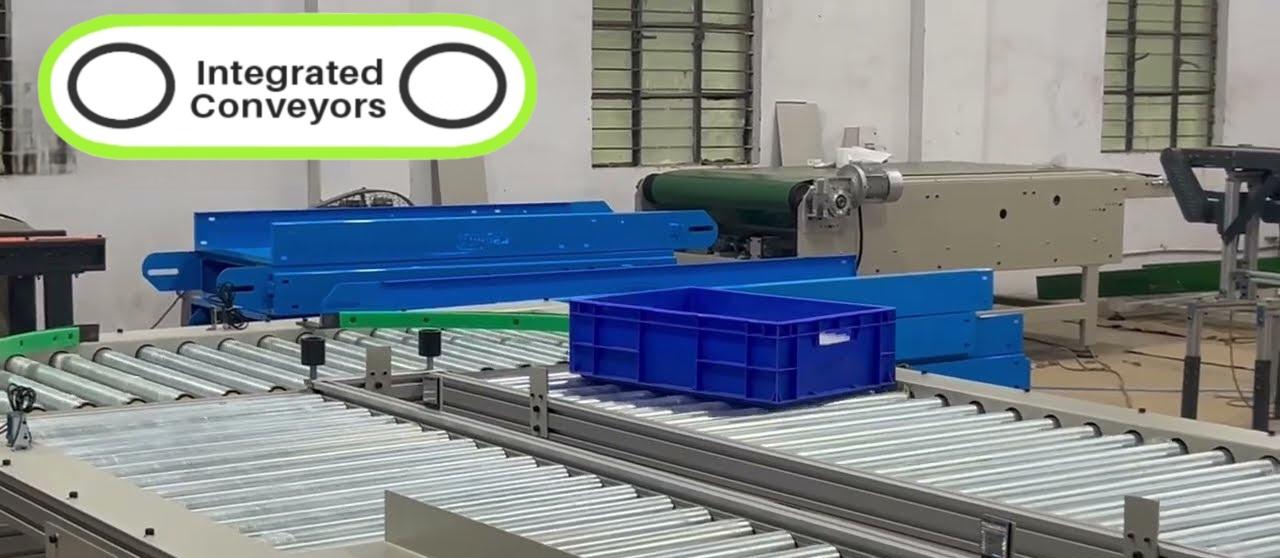
ROLLER CONVEYOR WITH TURN TABLE Precision Turning | Heavy-Duty Handling | Space-Saving Movement The Roller Conveyor with Turntable is a smart material handling system designed to rotate and transfer products between multiple conveyor lines at 90°, 180°, or custom angles. It combines the smooth flow of a roller conveyor with the flexibility of a turntable to enable directional change without lifting or manual effort. ⚙️ Key Features: 🔄 Integrated Rotary Table with Roller Conveyor Top ⚙️ Manual, Pneumatic, or Motorized Turntable Drive 🏗️ MS or SS Construction – Built for Durability 🎯 Position Locking for Accurate Angle Alignment 💡 Heavy-Duty Rollers (MS, Zinc, or SS) – Gravity or Powered 🔌 Control Panel with Safety Interlocks (for motorized version) 🏭 Applications: Pallet or Crate Turning in Warehouses Material Diversion in Assembly Lines Directional Change in Packaging Units Heavy Component Handling in Engineering Plants U-turn or L-turn in Space-Restricted Conveyor Layouts ✅ Benefits: ✅ Eliminates Need for Manual Rotation ✅ Flexible in Any Conveyor Layout ✅ Increases Line Automation & Flow Efficiency ✅ Customizable Table Size, Rotation Angle & Speed ✅ Easy Integration with Existing Conveyor Systems

Coimbatore
+918754016772
 Chat with us
Chat with us







