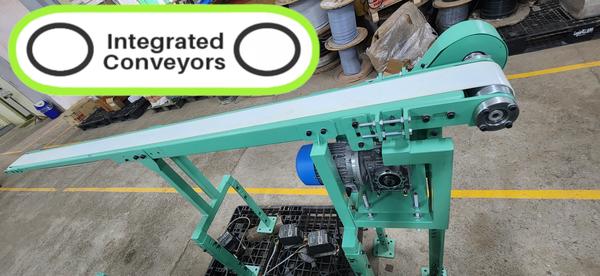
🛠️ Compact Conveyor System for Machine Integration Our Compact Conveyor System is specifically designed for seamless integration with machines where space is limited but performance is critical. With its ultra-low profile and high-precision design, it offers a reliable solution for transferring small components between workstations, machines, or assembly units. Built with a slim frame and customizable dimensions, this conveyor is ideal for applications in automation, packaging, inspection, and light manufacturing. It operates smoothly, with minimal noise and low maintenance, making it perfect for clean environments such as electronics, pharma, and food industries. Available with various belt types like PU, PVC, or modular plastic chain, the system can be configured for straight transfer or incline movement. Motor options include side-mounted or integrated compact drives, with speed control available through VFD or servo motor compatibility. If you're looking to improve efficiency and save space on your production floor, our Compact Conveyor delivers dependable performance with smart design.
Send Message
Coimbatore
+918754016772
Chat with us








